طراحی و ساخت پرینتر ۳ بعدی FDM - دانشگاه صنعتی خواجه نصیرالدین طوسی
طراحی و ساخت پرینتر ۳ بعدی FDM
07 11 2024 06:37
کد خبر : 41785
تعداد بازدید : 1775
مجری طرح : کیوان نارویی
اسامی همکاران: میثم بختیاری
معرفی طرح: ساخت افزایشی (تجمعی) روشی برای ساخت قطعات سه بعدی با افزودن لایه به لایه مواد میباشد که این مواد میتواند فلز، پلیمر، بتن و یا بافت نرم باشد. در این راستا کامپیوتر، نرم افزارهای طراحی سه بعدی (CAD)، ماشین برای ساخت تجمعی و مواد لایهای مورد نیاز میباشد. با استفاده از ترکیب طراحی و مواد لایهای میتوان ساختارهایی را تولید نمود که خواص خارق العادهای ارائه نمایند. به عنوان مثال در اکثر مواد با کشیدن قطعه در راستای طول، عرض و ضخامت آن کاهش مییابد که به آن خاصیت پواسون میگویند حال آنکه در ساختارهای تولید شده با استفاده از پرینترهای سه بعدی این امکان وجود دارد که در اثر کشش در یک راستا سایر راستاها نیز دچار کشیدگی شوند. همچنین این امکان وجود دارد که در اثر اعمال بار فشاری، جسم دچار پیچش گردد؛ در اثر تغییر شکل، رنگ آن با توجه به میزان تغییر شکل تغییر نماید که برای پیش بینی مقدار بار مجاز در سازها کاربرد دارد؛ با استفاده از تکنیک ساخت افزایشی امروزه به دنبال ساخت مدل مکانیکی استخوان با ساختار متخلخل آن میباشند.
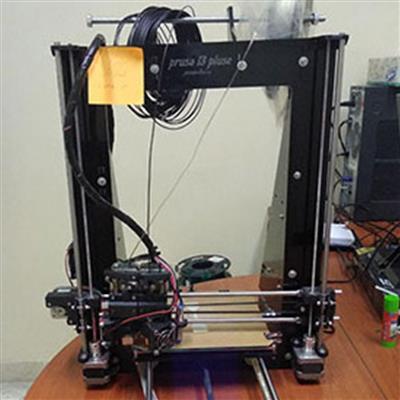
روشهای مختلفی در ساخت افزایشی استفاده میگردد که از آن جمله تکنیک پرینت سه بعدی ذوبی (FDM) میباشد. با توجه به قیمت نسبتاً بالای پرینترها تصمیم به طراحی و ساخت آن گرفته شد. در این راستا از پرینترهای شرکت Prusa الگوبرداری گردید. ابتدا سازه پرینتر بر اساس مدل کارتزین طراحی و ساخته شد و اجزا بدنه از روش برش لیزر تهیه شدند (شکل ۱). جهت حرکت در راستای عمودی از میلههای رزوه دار استفاده شد و برای حرکت در دو راستای افقی از تسمه تایم استفاده گردید. جهت ارسال پرینت بصورت مستقیم بدون نیاز به کامپیوتر از نمایشگر مجهز به کارت خوان استفاده شد. برای ساخت سیستم کنترلی از بورد آردوینو مدل مگا استفاده شد و برنامه لازرم برای میکروکنترلر تهیه گردید. برای کنترل دمای دو اکسترودر و صفحه پرینت به نام Bed از سنسورهای اندازهگیری دما استفاده شد. در برنامه آردوینو حداکثر دمای اکسترودرها ۲۶۰ درجه سانتیگراد و دمای صفحه پرینت تا ۱۰۰ درجه سانتیگراد تنظیم گردید. به این ترتیب دما توسط رزیستورها افزایش یافته و با توجه به مقدار ورودی توسط کاربر جهت پرینت از جنسهای مختلف کنترل میگردد. جهت فرمان به استپ موتورها از درایورهای موجود در بازار استفاده شد. با توجه به آنکه امروز نیاز به استفاده از چند ماده در زمان پرینت میباشد برای اولین سیستم دو اکسترودر طراحی شد.
تصاویر نمونه
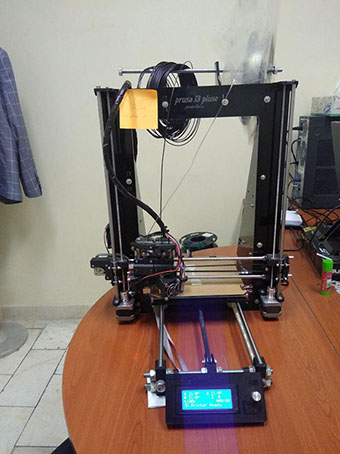
شکل۱. نمای مقابل و صفحه LCD جهت ارسال پرینت بصورت مستقیم.

شکل۲. بورد کنترلی Arduino Mega ۲۵۶۰ و درایورهای نصب شده بر روی آن.
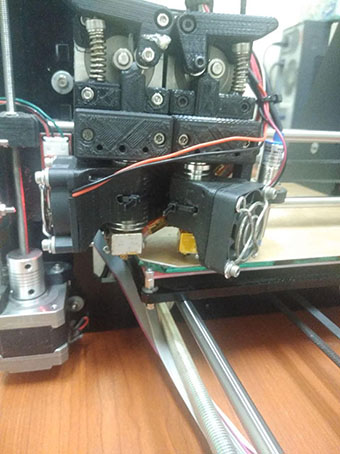
شکل۳. سیستم بهبود یافته دو اکسترودر.
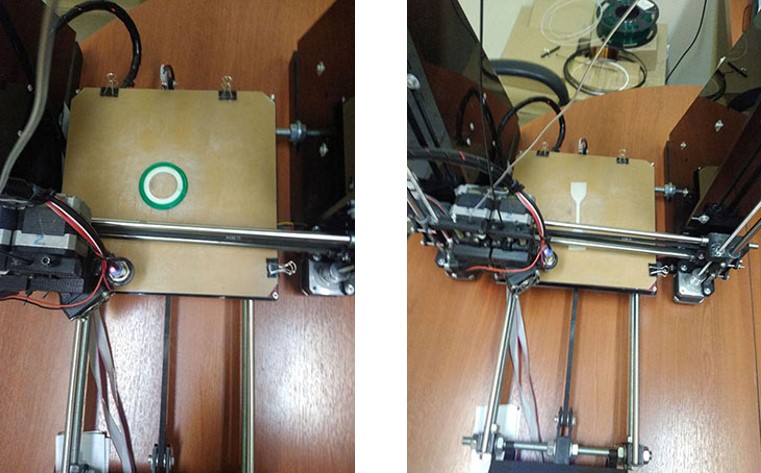
(الف) (ب)
شکل۴. (الف) نمونه آزمون کشش از جنس TPU و (ب) حلقه پرینت شده از دو جنس TPU (سفید) و PLA (سبز) پرینت شده توسط پرینتر ۳ بعدی.